
| |
Sklep internetowy | |
info@euro-met.pl | |
32 608 47 08 |
INFORMATOR TECHNICZNY
Mamy przyjemność zaprezentować Państwu najnowszą wersje informatora technicznego online. Mamy nadzieje że sprosta ona Państwa oczekiwaniom
i stanie sie nieodzownym pomocnikiem w wyborze produktów oferowanych przez Euro-Met sp z o.o.

Wymagania odnoszące się do podkładek (EN 14399-6:2015) |
|
|
-
WYMAGANIA OGÓLNE
Tab. 18. Wymagania i normy powołane wg EN 14399-6:2015.

- Zwraca się uwagę na konieczność uwzględniania ryzyka kruchości wodorowej przy wyborze odpowiedniego procesu obróbki
powierzchniowej (np. czyszczenie i nakładanie powłoki), patrz odpowiednie normy dotyczące nakładania powłok. - „Według procesu” oznacza normalne wykończenie przez wytwórcę i lekkie pokrycie olejem.
- Odbiorca z wytwórcą mogą uzgodnić inne powłoki, jeżeli nie wpływają na obniżenie właściwości mechanicznych lub użytkowych. Powłoki
kadmowe lub ze stopów kadmu są niedopuszczalne.
MATERIAŁ
Skład chemiczny podkładki powinien być zgodny z normą ISO 898-3:2018
Tab. 19. Skład chemiczny stali wykorzystywanej do produkcji podkładek wg ISO 898-3:2018.

- W kwestiach spornych zastosowanie ma analiza wyrobu.
- W przypadku podkładek zabezpieczających, patrz norma ISO 10644 lub ISO 10673. Skład chemiczny i minimalna temperatura odpuszczania
powinny być uzgodnione między nabywcą, a dostawcą w momencie składania zamówienia. - W przypadku zastosowań specjalnych (np. podkładki do cynkowania ogniowego), skład chemiczny i minimalna temperatura odpuszczania
powinny być uzgodnione między nabywcą, a dostawcą w momencie składania zamówienia. - Zawartość boru powinna wynosić maksymalnie 0,003%, ale może wynosić do 0,005% pod warunkiem, że stężenie boru jest uzupełniane
przez tytan i/lub aluminium. - Musi istnieć wystarczająca hartowność, aby zapewnić strukturę składającą się w około 90% z martenzytu w obszarze rdzenia w stanie „po
hartowaniu” przed odpuszczaniem. - Stal węglowa może zawierać dodatki, np. chromu, manganu, niklu itp.
- Stal stopowa zawiera co najmniej jeden z następujących pierwiastków w podanej minimalnej ilości: chrom 0,30%, mangan 0,20%, nikiel
0,30%, wanad 0,10%, molibden 0,08% i bor 0,0008%. Jeżeli pierwiastki są określone w połączeniach, dopuszczalna wartość, którą należy
zastosować do określenia klasy stali wynosi 70% sumy indywidualnych minimalnych wartości określonych powyżej dla danych pierwiastków.
WŁASNOŚCI MECHANICZNE I FIZYCZNE
Własności mechaniczne podkładki powinny być zgodne z EN 14399-6:2015 i ISO 898-3:2018.
Tab. 20. Zestawienie klas właściwości podkładek płaskich (np. podkładek zwykłych) z klasami właściwości śrub, wkrętów, kołków i nakrętek
według ISO 898-3:2018.
RC = zalecane połączenie
Tylko klasy właściwości 200HV i 300HV są znormalizowane dla podkładek zabezpieczających w śrubach zgodnie z ISO 10644 lub ISO 10674WYMIARY PODKŁADKI
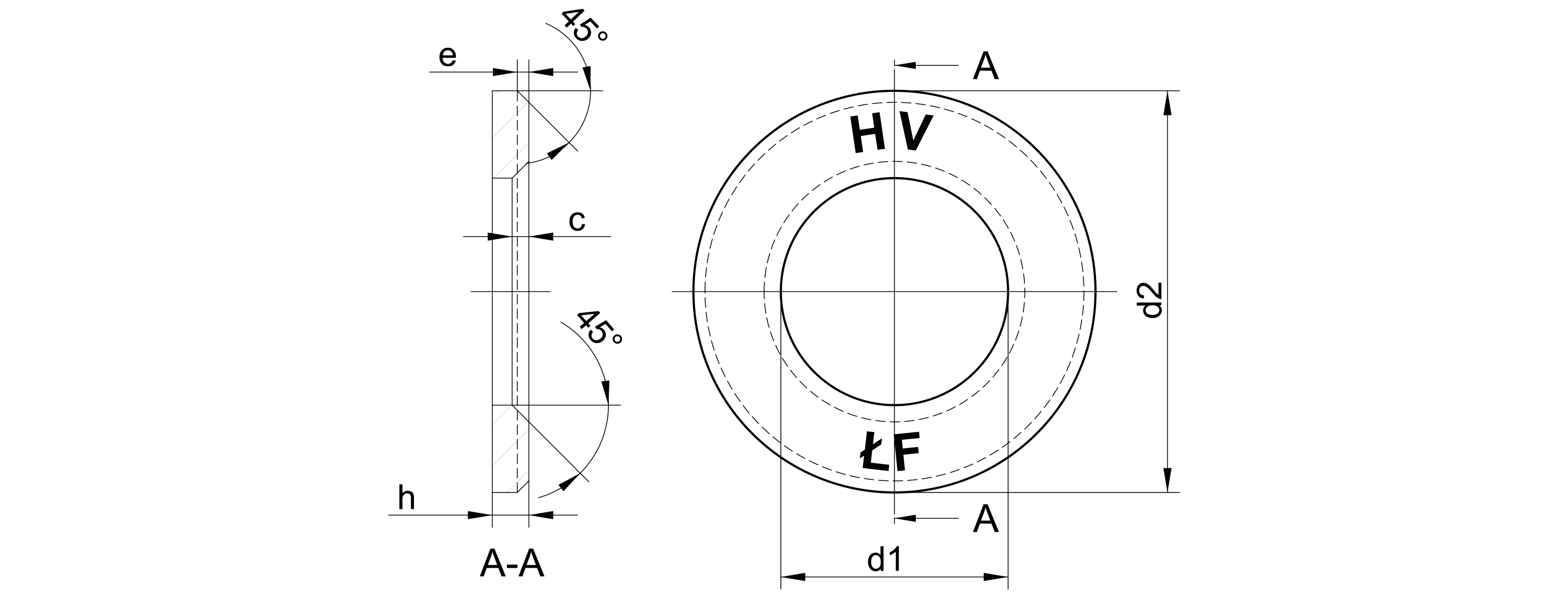
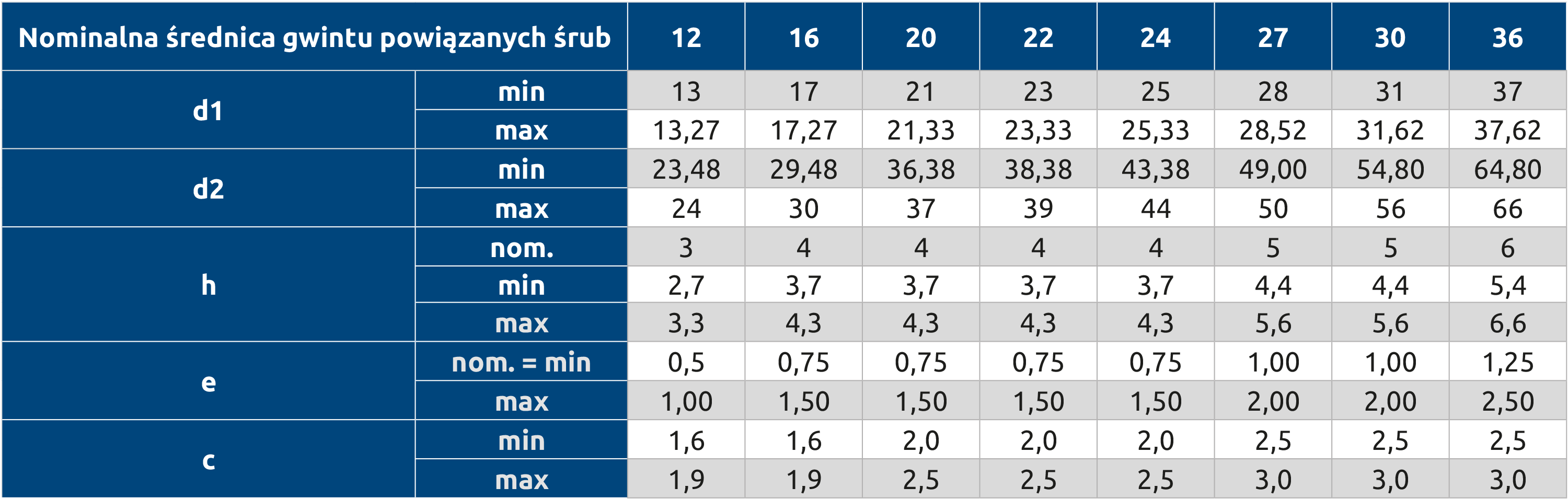
Tab. 21. Wymiary podkładki wg EN 14399-6:2015.
Geometria nakrętki powinna być zgodna z normą EN 14399-6:2015 tzn. posiadać ścięcie na jednej ze stron.
Tab. 22. Waga podkładek wg EN 14399-6:2015.

WYMAGANIA DLA PROCESU WYTWARZANIA
Proces wytwarzania powinien gwarantować spełnienie wymagań dla podkładki według ISO 898-3.
ZNAKOWANIE
Podkładki powinny być znakowane zgodnie z normą EN 14399-6:2015. Widoczne na Rys. 8 znakowanie podkładki składa się ze
znaku identyfikacyjnego wytwórcy zestawu i znaku HV. Oznakowanie powinno znajdować się na stronie bez ścięcia.
- Zwraca się uwagę na konieczność uwzględniania ryzyka kruchości wodorowej przy wyborze odpowiedniego procesu obróbki